Dans le domaine de l'usinage des métaux, en particulier lors de l'utilisation de presses plieuses, les termes techniques peuvent parfois prêter à confusion. Il est essentiel de clarifier ces termes pour garantir que les clients puissent trouver précisément les produits dont ils ont besoin. Cet article vise à démystifier la terminologie liée aux outils et aux matrices, en se concentrant sur leur application dans le contexte des presses plieuses.
Comprendre la terminologie : Outil, Outillage, Matrice et Poinçon
Le terme outil est un concept général désignant un ensemble d'équipements utilisés dans un but spécifique. L'outillage englobe tous les équipements personnalisés et non standard utilisés dans la fabrication pour couper, façonner, assembler et inspecter les produits. Cela inclut non seulement les matrices et les moules, mais aussi les dispositifs de positionnement, les gabarits, les calibres et une large gamme d'outils de poinçonnage et de cisaillage.
Les matrices désignent généralement les outillages utilisés pour le forgeage, l'estampage, l'extrusion et d'autres procédés de formage à l'état solide. Spécifiquement pour les presses plieuses, les outils utilisés sont couramment appelés matrices, d'où l'expression "matrice de presse plieuse". Une matrice se compose typiquement d'une filière supérieure et d'une filière inférieure.
Le terme poinçon est également utilisé pour désigner la filière supérieure. Cette appellation est justifiée par le fait que, lors du pliage de la tôle, la filière supérieure applique une force considérable (allant de quelques dizaines à plusieurs centaines de tonnes) sur la pièce. Il est important de noter qu'il est inexact d'utiliser le terme "moule" pour une machine de presse plieuse, car les moules sont destinés à façonner des matériaux liquides ou souples, comme dans les processus de moulage par injection ou de coulée.
Principes de fonctionnement des matrices de presse plieuse
Dans le processus de production, la matrice inférieure de la presse plieuse reste fixe, tandis que la machine contrôle le mouvement de la matrice supérieure (poinçon) pour donner à la tôle des formes spécifiques. Le profil de la matrice est un élément déterminant de la forme finale de la pièce.
Caractéristiques clés lors de l'achat de matrices pour presses plieuses
Lors de l'acquisition de matrices pour presses plieuses, deux caractéristiques principales sont primordiales : la longueur et la forme de la section transversale, également appelée profil. Le profil est l'attribut le plus critique, car il détermine directement la fonction de la matrice.
Classification des matrices inférieures pour presses plieuses
Les matrices inférieures pour presses plieuses peuvent être classées en trois catégories principales en fonction de la forme et du nombre de leurs rainures :
Matrices en V
Les matrices en V sont les plus utilisées. Elles peuvent être subdivisées en fonction du nombre de rainures en forme de V : 1V, 2V, 3V et 4V.
- Prévention des dommages accidentels : La présence de plusieurs rainures permet d'utiliser une autre rainure en cas de dommage sur l'une d'elles, assurant ainsi la continuité du travail.
- Changement rapide : Les rainures en V peuvent présenter différentes profondeurs et ouvertures, permettant aux opérateurs de changer rapidement de configuration sans avoir à retirer la matrice inférieure.
Matrices en U
Les matrices en U constituent le deuxième type le plus populaire. Elles se caractérisent par deux coins arrondis au fond de leurs rainures.
Matrices en Z (Offset Dies)
Également connues sous le nom de matrices offset, les matrices en Z permettent de créer simultanément deux plis ayant le même angle mais dans des directions opposées. Ces deux courbes sont parfaitement parallèles, garantissant une grande précision.
Autres classifications spécifiques de matrices inférieures
Au-delà des trois catégories principales, il existe des classifications plus spécifiques pour décrire les formes des matrices inférieures, chacune adaptée à des exigences de pliage particulières :
- Matrices à angle aigu : Utilisées pour créer des angles inférieurs à 90 degrés dans le cintrage à l'air.
- Matrices de perlage : Associées à des poinçons correspondants, elles créent un bourrelet renforcé dans la pièce finie.
- Matrices combinées pour pliage et ourlet : Permettent de former des pièces avec un bord ourlé en une seule opération. Elles présentent une ouverture étroite flanquée de sommets plats.
- Matrices ondulées : Possèdent une forme ondulée et arrondie ou à fond plat.
- Matrices à col de cygne : Conçues spécifiquement pour être utilisées avec des poinçons à col de cygne.
- Matrices d'ourlet : Aplatissent les pièces après un pliage aigu pour former des ourlets. Elles sont utilisées avec des poinçons "marteaux" plats.
- Jeux de poinçons et de matrices combinés pour pliage et ourlet : Capables d'effectuer le pliage initial et l'ourlet en une seule opération sans réglage supplémentaire.
- Matrices d'ourlet en deux étapes : Matrices à deux sections chargées par ressort, fonctionnant avec un poinçon standard. La partie supérieure présente une ouverture en V pour le pliage normal.
- Jeux de matrices : Matrices offset polyvalentes ajustables pour créer des pièces assorties avec une surface extérieure lisse et continue, souvent utilisées dans l'aéronautique.
- Matrices de pliage multiple : Associées à des poinçons correspondants, elles permettent de réaliser deux pliages ou plus en une seule opération.
- Matrices à décalage : Permettent de plier deux angles en une seule fois pour obtenir une forme en Z.
- Matrices à bascule : Offrent un soutien à la pièce pendant le pliage grâce à un insert à bascule dans le poinçon.
- Matrices rotatives : Utilisent un insert rotatif dans l'outil supérieur ou inférieur pour faciliter le pliage sur l'outil opposé en forme d'enclume.
- Matrices angulaires à pointe : Présentent des angles variables de chaque côté de la rainure en V pour assurer un dégagement suffisant du coulisseau dans les canaux profonds.
- Matrices de pliage en U : Ont un fond arrondi et sont similaires aux matrices de formage de canaux.
- Filières en uréthane : Utilisées pour le pliage de pièces nécessitant une meilleure qualité de surface sans laisser de traces. Il est à noter que leur précision peut être légèrement inférieure à celle des matrices en acier.

Les matrices dans les procédés de traitement de la tôle
Les procédés de traitement de la tôle sont largement utilisés dans divers secteurs, tant industriels que commerciaux. L'innovation dans la conception des matrices a conduit à la création de différents types pour des fonctionnalités variées, telles que les matrices combinées, progressives, en acier, modulaires, de transfert, etc.
Ces matrices fonctionnent selon des critères spécifiques. Pour les petites et moyennes industries, l'investissement dans un seul jeu de matrices peut être coûteux. L'objectif de la conception de matrices avec des poinçons et des matrices interchangeables, ainsi que la réduction du poids des matériaux, est d'optimiser ces processus.
Matrices progressives vs. Opérations individuelles
Les matrices progressives peuvent effectuer une séquence d'opérations en un seul coup de presse. Cependant, une matrice peut être conçue pour effectuer une opération individuelle dans chaque station définie. Cela permet de réduire les pertes de temps de production et la main-d'œuvre liée au chargement et au déchargement des tôles.
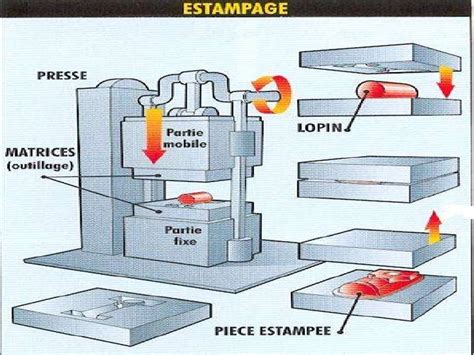
Introduction à l'estampage et aux matrices d'emboutissage
Dans les secteurs de fabrication modernes, les pièces en tôle remplacent de plus en plus les composants coûteux et les pièces moulées, réduisant ainsi le coût et le poids des produits. Le traitement de la tôle, également appelé travail de presse, est un processus de formage des métaux qui utilise des ensembles de poinçons et de matrices pour déformer la tôle en différentes formes.
Une matrice d'emboutissage est un outil de précision utilisé pour couper et former une feuille de métal selon une forme ou un contour désiré. Les matrices sont fabriquées à partir de types spéciaux d'acier à outils trempable. L'estampage est une opération de formage à froid, où aucune chaleur n'est intentionnellement introduite.
Les pièces produites par estampage sont appelées pièces à usiner. Certaines matrices peuvent produire plus d'une pièce par cycle et fonctionner à des vitesses très élevées.
Opérations de base dans les matrices d'emboutissage
Les matrices d'emboutissage effectuent deux opérations de base : la découpe et le formage, ou les deux.
Opérations de découpe
- Garniture (Trimming) : Enlèvement du périmètre extérieur d'une pièce pour lui donner le contour souhaité.
- Ébauche (Blanking) : Opération de découpe à double usage pour conserver la ferraille pour d'autres processus ou pour découper des pièces finies.
- Poinçonnage (Punching) : Création de trous ronds, carrés ou de forme spéciale dans du métal plat ou des pièces formées. La différence principale avec l'ébauche est que le matériau découpé est mis au rebut dans le cas du poinçonnage.
- Fente (Slitting) : Coupe ou fend le métal dans le but de libérer le métal sans le séparer de la bande.
- Cisaillage (Shearing) : Coupe le métal le long d'une ligne droite.
Opérations de formage
Toutes les opérations de formage déforment les plaques en soumettant le matériau à la tension, à la compression, ou aux deux. La réussite du formage dépend des propriétés mécaniques du métal.
- Matrices de gaufrage (Embossing Dies) : Utilisent des forces de traction pour étirer le métal dans des creux peu profonds.
- Matrices de formage solide / de frappe dure (Solid Forming / Coining Dies) : Utilisent un moule et une cavité convexes pour déformer le métal sans contrôler son flux.
- Matrices d'emboutissage (Drawing Dies) : Créent la forme d'une pièce en comprimant le métal sous une pression très élevée, pouvant réduire l'épaisseur du métal.
- Opération de reprise de matriçage (Restriking Operation) : Complète le formage de caractéristiques n'ayant pu être obtenues lors de l'opération principale.
- Pliage (Bending) : Déforme le métal le long d'un axe droit pour créer des éléments tels que des languettes et des canaux. Les méthodes courantes incluent l'essuyage, le pliage en V et le pliage rotatif.
- Bordage (Flanging) : Pliage du métal le long d'un axe courbe.
- Brides (Crimping) : Emboutissage du métal entre le poinçon et la section inférieure de la matrice.
- Filières d'étirage (Redrawing Dies) : Contrôlent le flux de métal dans la cavité à l'aide d'un coussin d'étirage ou d'un anneau de sertissage pour éviter le plissement.
- Matrice de repassage (Ironing Die) : Presse le métal le long d'une paroi verticale pour uniformiser l'épaisseur et augmenter la longueur du récipient étiré.
- Moulage par extrusion (Extrusion Molding) : Le métal est bridé autour d'un trou préperforé.
Types de matrices selon la structure et le processus
Les matrices peuvent être classées en fonction de leur structure et du processus de production qu'elles impliquent.
Matrices à opération unique (Simple Dies)
La forme la plus basique, où l'opérateur place manuellement une pièce, la presse effectue un coup, puis la pièce est retirée manuellement. Idéales pour les petites séries et les prototypes.
Matrices composées (Compound Dies)
Effectuent deux opérations ou plus de type découpe simultanément en une seule course et station. Elles offrent une grande précision pour les flans plats.
Matrices progressives (Progressive Dies)
Synonymes de production automatisée à grand volume. Le métal est automatiquement introduit et passe par plusieurs stations, chacune effectuant une opération spécifique. Elles offrent une efficacité inégalée mais nécessitent une conception figée.
Matrices de transfert (Transfer Dies)
Systèmes automatisés où chaque pièce est séparée puis transférée mécaniquement entre les stations. Elles excellent dans la production de composants volumineux ou à emboutissage profond et offrent une flexibilité de processus accrue.
Classification des matrices par fonction
La classification par fonction décrit ce que la matrice produit :
- Matrice de découpe (Blanking Die) : Découpe les pièces planes.
- Matrice de perçage (Piercing Die) : Crée des trous.
- Matrices de pliage (Bending Dies) : Déforment le métal pour créer des angles et des formes spécifiques.
- Matrices de formage (Forming Dies) : Façonnent des flans plats en formes creuses ou modifient la forme d'objets creux existants.
Systèmes de guidage et composants de matrice
Le système de guidage assure l'alignement précis entre la matrice supérieure et la matrice inférieure pendant le poinçonnage.
- Guidage par colonnes (Guide Post Guiding) : La méthode la plus courante, utilisant des colonnes et des bagues de guidage.
- Guidage par plaques (Plate Guiding) : Utilise des plaques de guidage de précision.
- Sans guidage (Un-guided) : S'appuie sur les rails de guidage de la presse.
D'autres composants essentiels incluent :
- Dénudeur à ressort (Spring Stripper) : Saisit la tôle pendant le poinçonnage et la pousse hors du poinçon.
- Dénudeur rigide/fixe (Fixed Stripper) : La plaque de dénudage est fixée, retirant le poinçon de la pièce.
- Talonnettes (Gibs) : Blocs d'acier usinés pour absorber les poussées latérales.
- Vis et goupilles : Pour fixer les composants.
- Clavettes (Keys) : Pour positionner avec précision les composants.
- Plateau (Pad) : Plaque maintenant, contrôlant ou dénudant le métal.
Principe de L'emboutissage des métaux: c'est simple !
Le rôle du poinçon dans l'imprimerie
Dans un contexte différent, celui de l'imprimerie, le poinçon est une tige d'acier sur laquelle est ciselée la forme inversée d'un caractère. Ce poinçon est ensuite frappé sur une pièce de cuivre appelée matrice, où seront fondus les caractères mobiles. La gravure des poinçons est la première étape du processus de fabrication des caractères mobiles selon la méthode de Gutenberg.
L'art de graver manuellement des poinçons est complexe et requiert un long apprentissage. Ces poinçons, gravés dans un métal dur, représentent l'essence du caractère typographique et ont une grande valeur historique.