Introduction aux poinçons : histoire et fonctions
Les poinçons jouent un rôle crucial dans l'attestation de la qualité et de l'authenticité des objets en métaux précieux et des articles de coutellerie. Historiquement, leur utilisation remonte à plusieurs siècles, garantissant le respect des normes de fabrication et la protection des consommateurs contre les contrefaçons.
Les poinçons d'orfèvrerie : une tradition séculaire
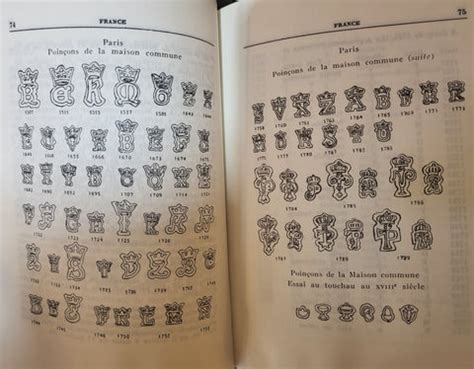
En France, les principaux poinçons d'orfèvrerie permettent de situer l'époque de fabrication de l'argenterie produite à partir du XIIIème siècle. Bien que cet article se concentre sur l'argenterie parisienne, le principe des poinçons s'applique plus largement. Ils garantissent le paiement de l'impôt sur les métaux précieux, perpétuant ainsi les anciens poinçons de charge et de décharge de l'Ancien Régime.
Évolution et renouvellement des poinçons de garantie
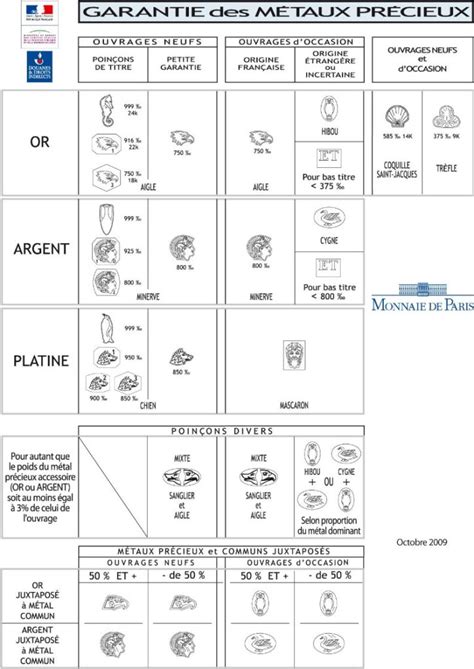
À Paris, les poinçons différaient pour l'or et l'argent, ainsi que selon la nature de la pièce (grosse, moyenne ou petite garantie). Afin d'éviter les fraudes, les poinçons de garantie furent renouvelés en 1809 et en 1819. Ils sont destinés à garantir l'exactitude du titre exigé par le règlement, c'est-à-dire la teneur en argent du métal. Le titre est indiqué par le chiffre 1 ou 2 dans le poinçon. Pour remédier aux fraudes de faux poinçons, l'Administration des monnaies a instauré de nouveaux poinçons de titre en 1819 et, finalement, en 1838.
Les différents types de poinçons en orfèvrerie
Le poinçon de charge et de décharge attestait du paiement des droits sur les métaux précieux de chaque juridiction. Il était inscrit par le bureau des fermiers des droits du Roi sur la pièce d'orfèvrerie en cours de fabrication. La lettre date ou de jurande permettait de retrouver la date exacte de fabrication de l'ouvrage, chaque année correspondant à une lettre de l'alphabet.
- POINÇON DE JURANDE OU DE MAISON COMMUNE : garantissait le titre du métal précieux.
- Poinçon de reconnaissance (lettre ou symbole) : permettait d'identifier la ville où la pièce a été fabriquée. Il changeait à chaque élection de garde de la communauté.
- POINÇON DE LA MARQUE : apposé par les fermiers généraux.
Le poinçon dans la coutellerie : une marque d'identité et de qualité
Dans le domaine de la coutellerie, le poinçon, ou plus précisément la marque du fabricant, est également essentiel. Bien que l'on puisse être tenté de l'expliquer en détail, il est plus pertinent d'évoquer son omniprésence et les raisons de son importance.
Histoire et réglementation de la marque des couteliers
Malgré la perte de nombreux registres lors de la Révolution française, des passionnés ont transmis des informations sur l'histoire de la coutellerie française. Le code de 1614 (probablement issu de celui de 1582) officialise et institutionnalise la pratique de la marque.
"Et attendu le grand nombre des marques desdits maistres couteliers, et qu’il est difficile d’en faire de nouvelles qu’elles ne soyent semblables ou approchantes, seront soigneulx lesdits maistres visiteurs de chercher et s’enquérir des marques qui seront en vente affin d’icelles faire achepter par les nouveaux maistres, lesquels ne pourront faire engraver de nouvelles marques dans ledit plomb que au préalable celles qui se trouveront en vente ne soient vendues."
La marque obtenue devenait un certificat d'authenticité du coutelier, un certificat qu'il n'avait le droit d'apposer que sur une lame qu'il avait lui-même réalisée dans son atelier.
"Nuls maistres ne pourront faire travailler, fabriquer et frapper de leur marque en quelque façon que ce soit ailleurs que en leur dommicille, à peine de confiscation des ouvrages marqués de leurs marques qui se trouveront avoir esté faicts ailleurs que en leur dit dommicille et d’amende arbitraire, sauf et réservé l’esmoullure qui n’est comprise aud. article."
De plus, les maîtres ne pouvaient envoyer leurs lames à l'affûtage qu'après les avoir marquées de leur propre marque, sous peine de confiscation et d'amende. Les affûteurs, quant à eux, ne devaient accepter les lames que si elles portaient la marque de leur propriétaire, sous peine de répondre personnellement.
"Ne pourront aussy nuls maistres cousteliers et esmouleurs recepvoir aulcuns ouvrages de coutellerie étrangère et faicte hors la ville et mandement, pour les laver, esmoudre et façonner à la façon des ouvrages faicts en lad. ville et mandement, que ce ne soit par la permission des maistres visiteurs, sur peine de confiscation desdits ouvrages et d’amende arbitraire."
Les règlements de Thiers et la qualité des matériaux
Le règlement de 1614, et des textes ultérieurs, stipulaient les exigences de qualité. Par exemple, il était fait défense aux maîtres couteliers de Thiers et des environs de fabriquer des lames de quincaillerie sans y employer de l'acier de Rives ou d'autres aciers de bonne qualité, même si la commande le spécifiait.
ARTICLE PREMIER. - Les maîtres couteliers de la ville de Thiers et lieux circonvoisins seront tenus de faire leurs lames de quincaillerie d’acier de Rives et autres de bonne qualité.
V. - Fait Sa Majesté défenses auxdits maîtres couteliers, et à tous autres de la jurande, de faire à l’avenir aucunes lames de quincaillerie, sans y employer de l’acier, même sous prétexte que lesdites lames leur auroient été demandées sans aucun mélange d’acier, à peine de confiscation, de deux cents livres d’amende et d’être pour toujours déchus de la maîtrise.
II. III. - Il est enjoint au Juge de la ville de Thiers de procéder incessamment, si fait n’a été, à la réformation des marques dont chaque maître de la Jurande se sert pour marquer ses ouvrages, conformément à l’arrêt du conseil du onze juillet 1750.
Le poinçonnage dans l'industrie moderne : précision et contrôle
Le poinçonnage industriel, bien que différent de l'orfèvrerie ou de la coutellerie traditionnelle, partage le principe de marquer un matériau pour en attester un traitement ou une conformité. Il s'agit de perforer un matériau par cisaillage grâce à un poinçon et une matrice.
Mécanismes et calculs du poinçonnage
Le processus implique de placer une tôle entre le poinçon et la matrice. Le poinçon descend dans la matrice en perçant la tôle par compression. L'effort de poinçonnage, c'est-à-dire la force nécessaire pour perforer le matériau, peut être calculé selon la formule : (Diamètre du poinçon en mm x PI x Épaisseur du matériau en mm x Résistance du matériau en kg/mm²) / 1000. Le résultat est exprimé en tonnes.
Usure des poinçons et maintenance préventive
L'usure des poinçons est un aspect critique dans l'industrie manufacturière. Un poinçon affûté cisaille le matériau proprement, tandis qu'un poinçon émoussé provoque une déformation plastique et une augmentation de la force nécessaire, entraînant une usure prématurée des composants de la presse.
L'affûtage régulier et le contrôle de l'état du tranchant sont essentiels. Ignorer les premiers signes d'usure, comme une légère bavure, peut accélérer le remplacement de l'outil. Le tonnage de la presse augmente progressivement avec l'usure du poinçon, ce qui peut causer des dommages structurels aux guides et au coulisseau.
Poinçonnage
Facteurs influençant la durée de vie d'un poinçon
- Temps d'utilisation : Le nombre de frappes est un indicateur clé. Un poinçon de petit diamètre, par exemple, peut nécessiter une inspection après 8 heures de production dans de l'acier doux.
- Matériau travaillé : L'acier inoxydable, par exemple, s'écrouit plus rapidement et génère plus de chaleur, réduisant la durée de vie du poinçon par rapport à l'acier doux.
- Vitesse de production : Une cadence plus élevée (nombre de coups par minute) augmente le nombre de cycles de friction et l'usure.
- Géométrie de la coupe : Les poinçons de petite taille ont un périmètre de coupe plus petit, concentrant la force et s'usant plus rapidement proportionnellement.
- Lubrification : Une lubrification adéquate est cruciale pour dissiper la chaleur et réduire la friction.
Rectification et maintenance des outils de poinçonnage
La rectification des poinçons doit être effectuée avec précision pour éviter de surchauffer le métal et de modifier sa structure martensitique trempée. Une surchauffe localisée peut entraîner un ramollissement du tranchant, créant des microfissures lors des utilisations ultérieures.
Règle de rectification correcte : Il faut soit meuler à sec, légèrement et à basse température, soit utiliser un arrosage continu correctement orienté vers l'interface meule-pièce.
Compatibilité du liquide de refroidissement : Il est important d'associer le liquide de refroidissement à l'acier et à tout résidu de lubrifiant pour éviter des réactions chimiques indésirables.
La maintenance préventive basée sur le nombre de frappes et la physique de l'usure est plus efficace que de se fier uniquement à l'aspect visuel des pièces produites. Le suivi du nombre de coups, de l'état du bord et de la matière enlevée lors du meulage permet d'établir des schémas et de planifier les interventions de maintenance.