Le poinçon est un outil dont la fonction est de laisser une marque sur une autre pièce (pointeau) ou de la perforer (poinçonneuse : tôle, cuir, ticket de métro, etc.). Cet instrument est utilisé depuis la Préhistoire.
Le poinçon dans divers domaines historiques et artisanaux
Imprimerie traditionnelle
En imprimerie traditionnelle à caractères mobiles, celle de Gutenberg, le poinçon est une pièce de métal dur sur laquelle est ciselée la forme du caractère. Ce poinçon est ensuite frappé dans une pièce de cuivre, un métal plus mou, qui reçoit ce caractère en creux. Cette pièce de cuivre, appelée matrice, est ensuite ajustée et utilisée pour fermer le moule dans lequel on coule le plomb pour produire le caractère mobile en autant d'exemplaires que souhaité.
Bijouterie et orfèvrerie
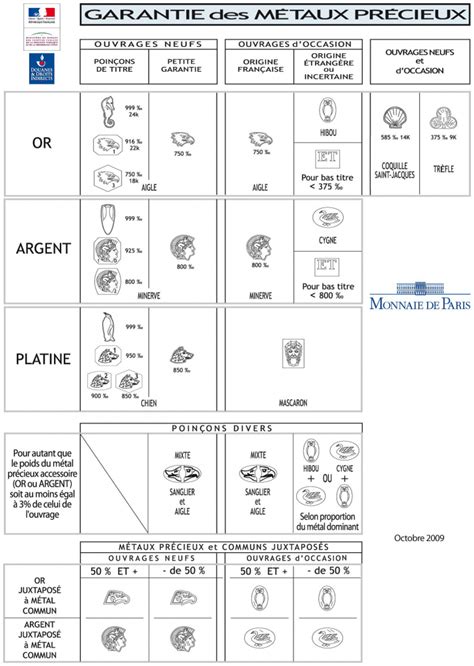
En bijouterie et en orfèvrerie, le poinçon est un outil permettant de marquer les bijoux et les objets afin de certifier les teneurs des différents métaux. C'est le poinçon de titre.
En France, l'État appose son poinçon de titre pour les bijoux de plus de 3 g pour l'or ou de 30 g pour l'argent. Le poinçon pour l'or 750 millièmes (ou 18 carats) est une tête d'aigle. Pour le platine, une tête de loup (950 millièmes) ou un manchot s'il est pur à 999/1000. Pour les petits ouvrages, comme une bague de 10 g en argent massif, un poinçon 925 est fréquemment posé, mais il ne constitue pas une garantie d'État.
La multiplication des poinçons, s'inspirant de symboles différents comme des animaux, des fleurs, des parties du corps, des têtes d'oiseaux, etc., a imposé la création d'une nomenclature aussi complète que possible des nombreux symboles utilisés au cours des siècles.
Tickets de transport
Un poinçon manuel servait à perforer les titres de transport, comme les tickets de bus.
Mesure ancienne
Le terme poinçon peut également désigner une ancienne mesure de capacité pour les liquides et les pondéreux.
Fonctionnement des poinçonneuses
Principe de conversion de mouvement
Le principe de conception d'une poinçonneuse consiste à convertir le mouvement circulaire en mouvement linéaire. Le moteur principal entraîne un volant d'inertie, qui à son tour entraîne un engrenage, un vilebrequin (ou un engrenage excentrique) via un embrayage, des bielles, etc., pour obtenir le mouvement linéaire du curseur. Le mouvement du moteur principal vers la bielle est un mouvement circulaire. Il existe un besoin pour un mouvement circulaire et un point de transfert de mouvement linéaire entre la bielle et le curseur. Deux types de conceptions existent : sphérique et à broche (cylindrique), à travers lesquels le mouvement circulaire est converti en un mouvement linéaire.
Le processus de déformation
Le poinçon presse le matériau pour le déformer plastiquement afin d'obtenir la forme et la précision requises. Il est donc nécessaire de faire correspondre un ensemble de moules (moule supérieur et moule inférieur), de placer le matériau entre eux et d'appliquer une pression sur la machine pour le déformer. La force de réaction provoquée par la force appliquée au matériau pendant le traitement est absorbée par le corps de la poinçonneuse.
Classification des poinçonneuses
Les poinçonneuses peuvent être classifiées selon plusieurs critères :
Selon la force motrice du curseur
- Poinçon mécanique : Utilise un mécanisme mécanique pour le mouvement du curseur. C'est le type le plus courant pour le traitement de la tôle.
- Poinçon hydraulique : Utilise un système hydraulique pour le mouvement du curseur. Les presses hydrauliques sont majoritaires, tandis que les presses hydrauliques à fluide sont principalement utilisées pour les grosses machines ou les machines spéciales.
Selon le mouvement du curseur
- Poinçons à simple action : Le plus couramment utilisé, avec un seul curseur.
- Poinçons à double action et à trois actions : Principalement utilisés pour la carrosserie automobile et les pièces d'usinage à grande échelle, leur utilisation est moins fréquente.
Selon la forme du corps
- Corps de type C à dos ouvert : Le fuselage n'étant pas symétrique, la force de réaction lors du poinçonnage peut provoquer une déformation, entraînant une détérioration du parallélisme du moule. Généralement utilisé à environ 50% de la pression nominale, il est apprécié pour sa facilité de changement de moule et son prix plus abordable. C'est le courant dominant des machines d'estampage actuelles pour les petites tailles (jusqu'à 150 tonnes).
- Corps de type H à colonne droite : La machine-outil à colonne droite est symétrique et peut résister à la charge excentrique pendant le fonctionnement. Elle est généralement utilisée pour les machines principales de plus de 300 tonnes et existe en corps intégré ou segmenté.
Selon le mécanisme d'entraînement coulissant
- Poinçon de vilebrequin : Utilise un mécanisme à manivelle (presse à manivelle). Facile à fabriquer, il permet une bonne détermination de la position du point mort bas et de la courbe de mouvement du curseur pour divers traitements (poinçonnage, pliage, étirement, forgeage, etc.).
- Poinçon sans manivelle (à engrenage excentrique) : La structure est généralement supérieure en termes de rigidité, de lubrification et d'entretien par rapport au vilebrequin. Plus avantageux pour les courses longues, tandis que la presse à manivelle est préférable pour les courses courtes ou le poinçonnage à grande vitesse.
- Basculer le poinçon (presse à bascule) : Utilise un mécanisme à bascule. La vitesse du curseur devient très lente près du point mort bas, ce qui est adapté au traitement par compression tel que l'impression et la finition, et est couramment utilisé pour le forgeage à froid.
- Presse à friction : Utilise un entraînement par friction et un mécanisme à vis.
- Poinçon en spirale : Utilise un mécanisme à vis.
La poinçonneuse universelle et ses applications
Une poinçonneuse universelle est une machine polyvalente de fabrication de tôles métalliques capable d'effectuer plusieurs opérations sur des feuilles de métal, notamment la coupe, le pliage, le poinçonnage et l'encochage. Comparée à d'autres outils, elle offre des coupes plus nettes et des trous plus lisses.
Avantages et polyvalence
Dotée d'un design à double piston, la machine peut être utilisée par un ou deux opérateurs. La valeur d'une poinçonneuse universelle dépasse largement son prix d'achat grâce à la réduction de l'OpEx (maintenance plus simple et économique) et surtout à l'agilité stratégique qu'elle procure. Elle permet de capturer des opportunités, comme la réalisation rapide d'échantillons ou de travaux en petite série impliquant plusieurs procédés, qui seraient autrement refusés en raison de la complexité procédurale.
La poinçonneuse universelle reconfigure la structure de production, transformant l'équation de rentabilité de la fabrication métallique. Au-delà de la coupe, elle peut être utilisée pour l'encochage, le pliage, le poinçonnage et la mise en forme de tubes, barres et profilés en acier.
Types de poinçonneuses universelles
- Poinçonneuses universelles manuelles : Les modèles les plus simples, entièrement actionnés à la main.
- Poinçonneuses universelles mécaniques : Utilisent un système de liaison mécanique pour transférer l'énergie d'un moteur électrique vers l'outillage.
- Cisaille-poinçonneuses hydrauliques : Fonctionnent à l'aide d'un dispositif hydraulique. Elles existent en fonctionnement monocylindre et bicylindre. Les modèles à deux cylindres sont équipés de deux pistons hydrauliques indépendants pour diverses opérations (poinçonnage, formage, cisaillage, rainurage).
Fonctions clés d'une machine de type "Ironworker"
Une machine de type "Ironworker" (travailleur du fer) est une catégorie de machines polyvalentes. La fonction de coupe garantit des bords lisses et peut être réglée pour différentes épaisseurs de métal. Les poinçons peuvent être utilisés pour perforer des tuyaux, des cornières, des tiges, des plats, etc. Les opérations de pliage sont une autre fonction essentielle. La machine possède également la capacité de cisailler, y compris des angles et des barres plates. L'encochage est essentiel pour façonner les pièces métalliques. La capacité de former des tubes, des barres et d'autres composants métalliques rend ces machines précieuses dans un large éventail de tâches.
Les plaques métalliques sont maintenues en place entre les lames par des dispositifs de maintien avant d'être coupées. Chaque poste de travail est équipé de matrices supérieure et inférieure correspondantes, généralement fabriquées en matériaux durables.

Composants et sélection d'une poinçonneuse
Composants principaux
- Le bâti : La structure principale qui maintient le système d'entraînement, le coulisseau et les autres composants. Il doit être suffisamment solide pour éviter toute rupture ou déformation.
- Dispositif de serrage "hold-down" : Situé près de la lame de cisaillement pour maintenir le matériau et empêcher tout mouvement.
- Lame de poinçonneuse : Fabriquée en acier à outils durable et tranchant, utilisée pour le rainurage et le cisaillement.
- Dispositif de commande : Comprend un levier de commande, un bouton de commande et une pédale.
Choisir la bonne poinçonneuse : une démarche stratégique
Choisir la poinçonneuse adéquate est une démarche stratégique influençant la compétitivité de l'entreprise. Il est crucial de définir clairement et quantitativement les besoins réels en production.
Identification des matériaux et épaisseurs
Il faut lister tous les matériaux traités actuellement et ceux prévus dans les deux à trois prochaines années, ainsi que leurs plages d'épaisseur respectives. Par exemple, travailler avec de l'acier doux Q235 ou de l'acier inoxydable 304, et définir les épaisseurs minimale, maximale et la plus fréquente.
Calcul de la capacité et diagnostic des goulots d'étranglement
Il faut examiner le mix de commandes (production à grand volume ou petits lots) et identifier les ralentissements actuels (déplacement excessif des pièces, opérations manuelles de traçage et d'alignement).
Les coups théoriques par minute (CPM) sont une référence de laboratoire ; le débit réel (PPH) dépend de la vitesse d'alimentation, du positionnement, du temps de changement d'outil, de la programmation et de la compétence de l'opérateur.
Précision et budget
Il faut passer en revue les plans techniques pour identifier l'exigence de tolérance la plus stricte (par ex., ±0,5 mm pour l'acier structurel ou ±0,1 mm pour les boîtiers de précision).
Il est essentiel de fixer un plafond clair pour l'investissement total, incluant le prix d'achat, les outils, le transport, l'installation, l'étalonnage, la formation et les pièces de rechange initiales.
Lorsque les fonds sont limités, il est conseillé d'acheter une machine offrant une précision exceptionnelle pour le processus principal (par ex. le poinçonnage) plutôt qu'une machine polyvalente acceptable dans tout mais excellente en rien.
Types d'entraînement et considérations
Les machines de poinçonnage et de cisaillage se répartissent en deux grandes catégories : hydraulique et mécanique, avec l'entraînement direct par servo émergeant comme un nouveau concurrent.
La protection contre les surcharges est un avantage sous-estimé des machines hydrauliques, permettant de travailler presque aux limites des matériaux sans crainte de défaillance catastrophique grâce à une soupape de décharge.
Combiné de cisaillage-poinçonnage
Souvent appelé le "couteau suisse" de la fabrication métallique, il comprend généralement le poinçonnage, le cisaillage de barres plates, la coupe de barres d'angle/rondes/carrées et l'encochage.
Presse à bâti en H / à montants droits
Avec un bâti fermé et une rigidité supérieure, elle peut supporter d'énormes tonnages et des charges excentrées.
Poinçonneuse à tourelle CNC
Équipée d'une tourelle rotative contenant des dizaines d'outils, elle utilise un contrôle CNC pour poinçonner rapidement des trous et des contours complexes dans la tôle.
Calcul du tonnage nécessaire
Le choix du tonnage est crucial : trop faible, la machine ne peut pas effectuer le travail ; trop élevé, cela entraîne un gaspillage de capital et d'énergie.
- Périmètre total du contour poinçonné (mm) : Exemple : Poinçonner un trou de 30 mm de diamètre dans une plaque d'acier doux Q235 de 10 mm d'épaisseur (résistance au cisaillement = 345 MPa) nécessite une capacité d'au moins 43,1 tonnes.
- Force de cisaillement : approximativement 0,6-0,8 × (épaisseur de la plaque × longueur de coupe × résistance au cisaillement).
Astuce d'expert : Utiliser un poinçon/matrice cisaillés (bord de coupe incliné) réduit considérablement les besoins en tonnage de poinçonnage en passant d'un impact instantané à un cisaillement progressif.
Optimisation de l'utilisation et maintenance
Considérations sur l'efficacité et les coûts
Une machine de poinçonnage et de cisaillement est un actif productif. L'efficacité énergétique varie selon les systèmes d'entraînement. Les interruptions de production dues à des pannes d'équipement comptent parmi les composants les plus coûteux et imprévisibles.
Les économies sur les coûts de main-d'œuvre sont un gain direct. Les gains d'opportunité grâce à l'efficacité accrue permettent d'accepter davantage de commandes urgentes et de répondre plus rapidement aux évolutions du marché.
Amortissement et retour sur investissement
Pour la plupart des fabricants de petite et moyenne taille, un investissement judicieux dans un équipement est généralement amorti en 18 à 36 mois. Si le retour sur investissement dépasse trois ans, il faut reconsidérer la définition des besoins ou le surdimensionnement du modèle choisi.
Maîtrise productive : l'opérateur et le jeu de matrice
Une machine de premier ordre a 90% de son potentiel dépendant des compétences de l'opérateur. L'expertise se construit autour de quatre dimensions fondamentales.
Le jeu de matrice : l'âme du poinçonnage et du cisaillage
Le jeu de matrice est l'espace unilatéral entre le poinçon et la matrice. Un jeu trop petit comprime le matériau, provoquant des lignes de cisaillement doubles. Un jeu trop grand déchire le matériau, entraînant un fort roulage et de lourdes bavures.
Le jeu de matrice est généralement défini comme un pourcentage de l'épaisseur du matériau.
Tableau du jeu de matrice optimal par type de matériau
| Type de matériau | Jeu total optimal (% de l'épaisseur du matériau) | Analyse experte et stratégie de traitement |
|---|---|---|
| Aluminium (souple) | 10% | Souple et très ductile - utiliser un jeu plus petit pour obtenir un bord net et sans déchirure. |
| Laiton / Cuivre | 12% - 15% | Tolérance plus large aux variations de jeu. |
| Acier doux à faible teneur en carbone (Q235) | 15% - 20% | Référence industrielle pour les aciers à usage général. Utiliser des valeurs plus petites pour les tôles fines et plus grandes pour les plaques épaisses. |
| Acier à teneur moyenne / élevée en carbone | 20% - 22% | Les matériaux plus durs et plus cassants nécessitent un jeu plus grand pour réduire l'impact du cisaillement et éviter l'écaillage. |
| Acier inoxydable (304 / 316) | 22% - 25% | Difficile à usiner ! Extrêmement résistant et sujet à l'écrouissage - nécessite un jeu plus grand et des outils à haute ténacité (par ex. acier rapide revêtu). |
Changement de mentalité et vérification du parallélisme
Le jeu optimal n'est pas une valeur absolue fixe. Lors de l'utilisation d'une matrice usée, il faut augmenter le jeu de 1-2% pour compenser l'arête de coupe arrondie.
Il est important de vérifier le parallélisme de la barre de butée arrière par rapport à la lame sur toute sa longueur, à l'aide d'une base magnétique et d'un comparateur à cadran.
tags: #poinconneuse #manuelle #ancienne